
导读
锦纶是一种疏水性纤维,纤维上含有氨基和羧基,可以用分散染料、酸性染料,特别是弱酸性染料染色。其染色具有上染速率快、竭染率高的特点,但由于纺丝工艺规格的不同,造成纤维结构差异很大,引起上染性能差别较大,容易产生色差。
因此,如果制订小样工艺时稍有疏忽,就有可能造成上染不匀,产生色差、色渍、色点、深浅边、条花、色不符样和染色牢度差等疵病。
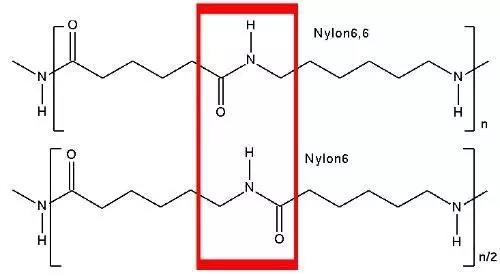
(图:锦纶6与锦纶66的分子式)
原因分析:
这是由于染化料选择不当引起的。锦纶的染色饱和值很低,因此在拼染浓色时,不同染料间的竞染就显得很突出。如果选用的染料在上染率和亲和力方面差异较大时,在不同的染色时间内,纤维染得的色泽就会大不相同,造成大小样色差及重演性差。
预防及补救措施:
选择上染曲线及亲和力相似、配伍性好,以及适合生产机台的染化料系列。要求打样人员要全面掌握各类染料的染色性能,选择染化料时,要综合考虑染料的上染率、上染曲线、匀染性、色牢度性能,以及对温度和匀染剂的敏感性等因素。
1、充分考虑染料的配伍性
使用几种染料拼染时,要选用合适的染料,且控制好染料用量。一般应尽量选择同一公司的同一系列染料,即使不得不选用不同公司的染料相拼,也应尽量选择上染曲线相似、始染温度近似,以及对温度和匀染剂敏感性相似的染料,尽量避免发生竞染。
2、注意染料大小样竞染中的差异
有些染料在小样染色时竞染并不明显,但在大生产中就完全暴露出来了。例如,在生产湖绿色和孔雀蓝时,若选用酸性翠蓝和酸性黄相拼,就出现类似的问题。这是由于酸性翠蓝的分子结构大,与酸性黄上染曲线相差很大,因而引起竞染。若改用酸性翠篮与带黄光的酸性绿相拼,就基本解决了竞染问题。
3、注意机台对染料的适应性
染机有喷射、经轴和卷染机等。喷射染色机中染液与织物接触充分,匀染性好,产品手感丰满,且重现性好,缸差小,但其耐湿处理牢度相对较差。可选用牢度好,但匀染性略差的弱酸性染料或1∶2金属络合酸性染料进行染色。经轴染色机的产品门幅控制简便,固色容易,但易出现深浅层和头尾色差等问题。可选用匀染性好而牢度略差的染料,并略提高匀染剂的用量,染色后再加强固色。
锦纶染色对工艺要求极高。工艺条件是影响染色产品色光和匀染性的重要因素,如温度、浴比、PH值等,都会影响产品的质量。不合理的工艺容易产生匀染差、色花、色柳、色差、牢度差等病疵。
1、控制始染温度及升温速率
温度是控制上染的重要因素。温度的高低,会影响纤维的膨化程度、染料的性能(溶解性、分散性、上染率、色光等)以及助剂性能的发挥。锦纶是热塑性纤维,温度低时上染速率很慢,温度超过50℃,纤维的溶胀随温度升高而不断增加。
温度对染料上染速率的影响还因染料的不同而有所不同,匀染性染料的上染速率随温度升高而逐渐增加;耐缩绒染料的上染率要在染浴温度高于60℃以后才开始随温度的升高而迅速增加。特别在65~85℃的温度范围内,控制升温速率是锦纶染色成败的关键,若控制不当,就会造成上色快、移染性差,易花难回修的问题。若采用耐缩绒染料染锦纶时,始染温度应为室温,在65~85℃温度段,严格控制升温速率1℃/min左右,并加入匀染剂,采取阶梯升温办法;然后升温至95~98℃,保温45~60min。另外,这种纤维的染色性能还随染色前所受到的热处理条件而变化,经干热定形后的纤维上染速率显著下降。
2、确定合适的浴比
由于设备的限制,小样浴比会比大生产大,但浴比过大会降低上染率,造成大小样色差。轻薄型的塔夫绸浴比一般为1∶50,较厚重的织物浴比为1∶20,以织物可完全浸入染液为准。
3、控制PH值
染浴PH值对染料的上染率影响很大,上染率随PH值的降低会快速增加。用弱酸性染料染锦纶时,染浅色的PH值一般控制在6~7(常用醋酸铵调节),并提高匀染剂的用量,以加强匀染,避免染花,但PH值也不能过高,否则色光会萎暗;染深色的PH值为4~6(常用醋酸和醋酸铵调节),并在保温的过程中加入适量的醋酸降低PH值,促进染料上染。
4、注意匀染剂的选用及用量
针对锦纶染色匀染性及覆盖性差的特点,应在染浴中加入少量阴离子或非离子型匀染剂,其中以阴离子型表面活性剂为主。既可在染色时与染料同浴使用,亦可以用匀染剂对锦纶进行染前处理。阴离子型匀染剂在染浴中离解成负离子,进入纤维,首先占据锦纶纤维上有限的染座,然后在染色过程中随温度升高逐渐被染料所替代,降低了染料与纤维之间的结合速度,达到匀染的目的;非离子型匀染剂则在染浴中与染料发生氢键结合,然后在染色过程中逐渐分解释放出染料,并被纤维吸附。
通过试验发现,匀染剂的加入可明显改善匀染性及盖染能力,但随助剂浓度的增加,上染速率下降,导致竭染率不同程度下降,因此匀染剂用量不可太多。因为匀染剂在染色过程中除起匀染效果外,同时还有阻染作用。匀染剂用量过大,会降低酸性染料上染率,使染色残液浓度升高,造成大小样色差及重演性差。一般,染浅色时匀染剂用量较大;染深色时,匀染剂用量较少。
长期以来,业界一直认为PH值的控制是锦纶染色成败的关键。经过多年生产经验的积累,我们发现引入缓冲体系后,匀染剂的选用及用量对控制大小样色差起决定性作用。匀染剂要与相应的染料类别配套使用,但用量一定要根据实际情况进行调整。小样生产时,匀染剂的用量控制在0.2~1.5g/L,即在达到良好的匀染效果的前提下,若浅色的残液率在2%~3%、中深色在5%~15%,则该匀染剂用量即为所需量。大生产再根据小样用量进行修正,可达到很好的效果。
锦纶染色时,造成大小样色差的原因是多方面的,如大小样所用坯布、染化料、大小样工艺条件不同等。可采取的预防及补救有:减少环境及光源的影响,规范打样和对色操作;分析大小样之间的差异,对小样的数据进行修正放样。
1、小样对色务必严格、精确
(1)化验室对色、配色环境设计,应尽可能采用黑白灰等系列颜色,这样可以预防因环境色彩对眼睛生理所引起的“残像”而影响对色。对色环境的照明必须充足,以防止对色时因光源而发生的色相变化,应采用“有条件”的固定光源,或配备符合国际标准的灯箱。如果光源变化的几率比较高,如化验室对色环境为开放式,则窗外光源会因不同时间不同光源的变化(如早上与下午的光源不同,阴天与晴天的光源不同),而影响配色效率。
(3)打小样用水应与大样生产一致,并需每日对水质及其PH值进行测试,并调节至工艺要求,避免产生色光差异。
(4)锦纶纤维的染色性能还随其染色前受热史而变化。热定形条件不同会造成织物吸色率不同,从而造成织物批与批之间的色差。锦纶织物前处理的工艺控制也对染色效果影响非常大,所以大小样的组织规格要相同,染前半制品的工艺条件力求一致,最好采用同一批半制品。
(5)小样应采用与大样同一产地、同一工厂、同一品名、同一批号的染化料。配色时选择的染料配伍值要基本一致,这样才能保证染色过程中各染料在染液中的比例关系,有利于染色色光的稳定性和重现性。拼色时主色染料宜固定,变动调节色光用染料,以便于大小样色光一致。对于在染色加工过程中容易引起变色的染料不予采用。
2、规范化验室配色操作
(1)一般来说,越接近灰色系列的颜色,其灰彩度越难判断,因为它包含的吸收色相比较复杂,经常需要三种染料拼混,故接近灰色系列的色相,配色时可仅以黄、红、青的感觉做色偏向的选择。越是色彩感觉强的颜色,颜色的鲜与纯对色相的判断越是重要,故配色时要首先作出正确判断,选用正确的染料。
(2)对色时要注意观察样与光线照射角度的变化,以保持一致。
(3)把握样布染色后的烘干程度。烘干过度,会造成色光不可逆的偏红;烘干不够,则影响色样的色光饱和度。两种情况都会造成色光偏差。
(4)仿色时应重视分品种、分色系,且留样,积累资料建立色样库(有对应的实际生产样更好)。
3、严格控制大小样工艺的一致性
(1)打样染浴的PH值及升温工艺应尽量与大生产一致。大样生产由于水质及直接蒸汽或间接蒸汽的交叉使用,往往锅炉蒸汽带入碱性而使染浴PH值偏高,使用缓冲剂或配备PH值在线监控仪可以解决这个问题。
(2)小样染色的保温时间要与大样保持一致,以免由于染透性差而造成色差。
(3)因固色也会影响色光,所以,小样固色后一定要调节色光,才能进入大生产的工艺制订。
影响锦纶染色产品质量的因素很多,主要包括设备、工艺、染化料、大小样色差及操作等几方面。生产实践证明,抓好了上述几个环节,可以提高锦纶染色的准确性和稳定性,使小样放样的一次成功率达到90%以上。
来源:面料课

1.本着“开放、协作、分享”的互联网精神,我们欢迎各方自媒体、传统媒体与机构,转载、引用染化在线的原创内容,但必须注明来源自染化在线网,否则我们将依法追究侵权责任。
2.原则上,我们同意在注明出处的前提下,各方使用染化在线的原创素材(图片、视频等)。
3.染化在线网尊重各方知识产权,保护原创作者的合法权益。如发现本站文章存在版权问题,请联系微信rhzxzjf,我们将及时核查、处理。


